Ayudando a Tate & Lyle a garantizar que los edulcorantes se parezcan más al azúcar natural
- Detalles
- Categoría: Minitab
- Visto: 5910

Tate & Lyle es un líder mundial en la industria de alimentación y bebidas, validado por un largo e impresionante historial de "hacer que los alimentos sean extraordinarios" al convertir maíz, tapioca y otras materias primas en ingredientes que agregan sabor, textura y nutrientes a los alimentos. Uno de sus productos más reconocidos en los EE. UU. Es el edulcorante SPLENDA® Sucralose.
Cuando se encontraron con un desafío en el proceso de refinación de azúcares de maíz, Tate & Lyle recurrió al software de Minitab para obtener ayuda.
El reto: igualar el tamaño de las partículas en la cristalización
Cuando Adam Russell comenzó a trabajar como Cinturón Negro Maestro de Operaciones Globales en Tate & Lyle, se le presentó un desafío: mantener constante el tamaño de las partículas de sus azúcares de maíz.
“Una de las características críticas para la calidad de un proceso de cristalización es la distribución del tamaño de partículas”, dijo Russell. "¿Por qué narices importa esto? Bueno, cuando desarrollamos estos productos para consumidores hace 20 a 30 años, estos querían que los azúcares de maíz tuvieran el mismo sabor y textura que el azúcar de mesa normal o el azúcar de caña. Tienes que acertar dentro de una determinada distribución de tamaño de partícula para que esa situación sea cierta".
Tate & Lyle se enfrentaba a una lucha con esas partículas que caían fuera del rango aceptable y no podían identificar el motivo. La compañía tenía una lista de factores que tradicionalmente habían determinado que impactaban en la variación del tamaño de las partículas:
- Temperaturas
- Presiones
- Caudales
- pH
- Conductividad
Y la lista continúa.
Cómo ayudó Minitab
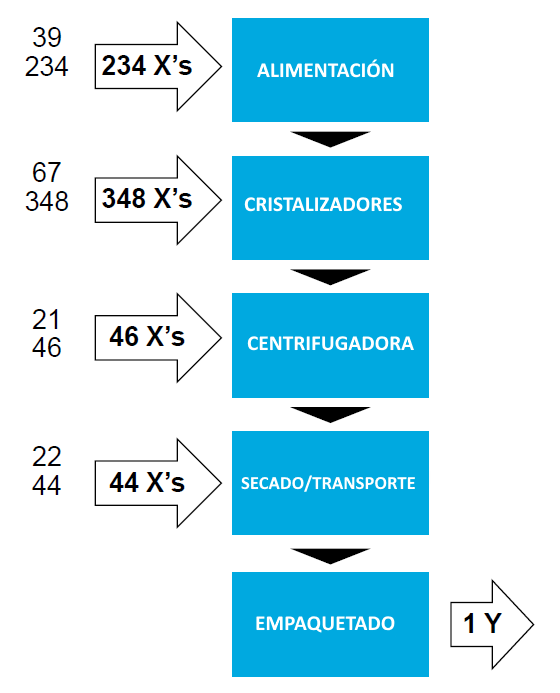
Versión simplificada del mapa de procesos que Tate & Lyle creó en Companion por Minitab (ahora Minitab Engage TM). En el proceso de cristalización del azúcar de maíz, el jarabe se alimenta desde una refinería, luego se cristaliza (lo que lleva muchos días), luego se centrifuga, se seca y se coloca en bolsas para los clientes.
Empezaron utilizando Companion by Minitab (ahora Minitab Engage™) para crear un mapa de proceso que mostraba una vista de alto nivel del proceso de cristalización (obtenga más información sobre los mapas de proceso). No obtenían de manera fiable una distribución de tamaño de partícula ajustada, por lo que querían comprender qué estaba causando la variación y cómo controlarla.
“Todo se mide en una planta química”, dijo Russell. “Cada posible punto tiene un transmisor que proporciona información a un histórico de datos. Eso es genial, pero crea el desafío que tenemos tanta información que no sabemos qué hacer con ella".
Para comprender visualmente los datos del tamaño de partícula, Russell y su equipo utilizaron Minitab Statistical Software para crear la gráfica Xbarra que se muestra a continuación.
Sin embargo, muchas de las relaciones entre las variables no eran lineales, por lo que resultó difícil identificar el impacto de una sobre otra. Además, se desconocía el tamaño de partícula hasta que se colocaba en la bolsa para los consumidores porque se encontraba en una etapa de secado en forma de gel entre líquido y sólido, conocida como "suspensión".
Existen más de 1000 entradas posibles para un modelo como este. Los modelos de regresión múltiple por sí solos no pueden dar lugar a respuestas.
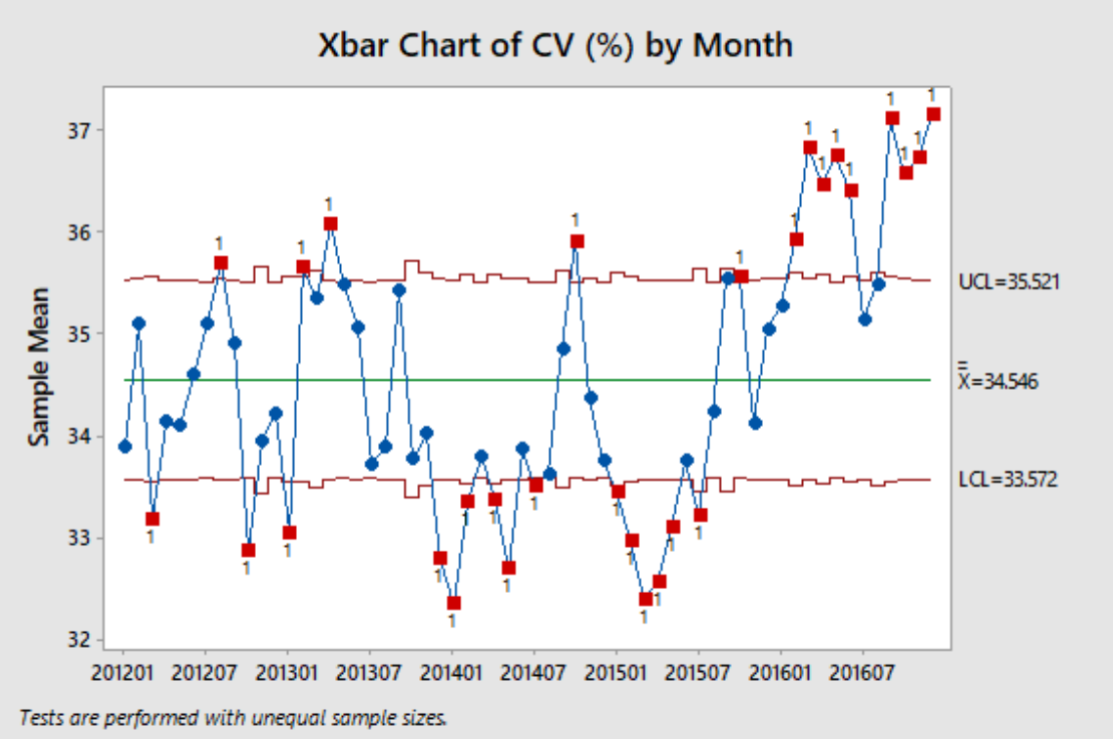
El indicador clave de proceso fue el coeficiente de variación (CV) del producto terminado, que se muestra aquí en una gráfica Xbarra creada con Minitab Statistical Software.
Con numerosos predictores interactuando entre sí de formas infinitas y complejas, necesitaban un enfoque organizado para identificar qué predictores impactaban más en la distribución del tamaño de partículas. Necesitaban TreeNet en Salford Predictive Modeler (SPM) (y ahora también en el módulo de analítica predictiva de Minitab).
“Solo utilizando técnicas de modelado tradicionales, era difícil”, dijo Russell. “Fue muy difícil para nosotros entender las relaciones entre las variables y los resultados. Afortunadamente, TreeNet de Minitab hizo que fuera muy simple para nosotros enfocarnos en los predictores clave y poder diseñar estrategias para poder lidiar con ellos de manera efectiva. Creo que Minitab y el algoritmo TreeNet pueden funcionar juntos de manera muy eficaz. Ciertamente, SPM no reemplaza a Minitab ni a otros programas estadísticos, pero cuando los usamos juntos, creo que podemos responder lo antes posible".
Russell usó la configuración predeterminada en TreeNet y ajustó el número de árboles. Cuando empezó a depurar los predictores, empezó a comprender el efecto que tenían contra un test de valor R cuadrado.
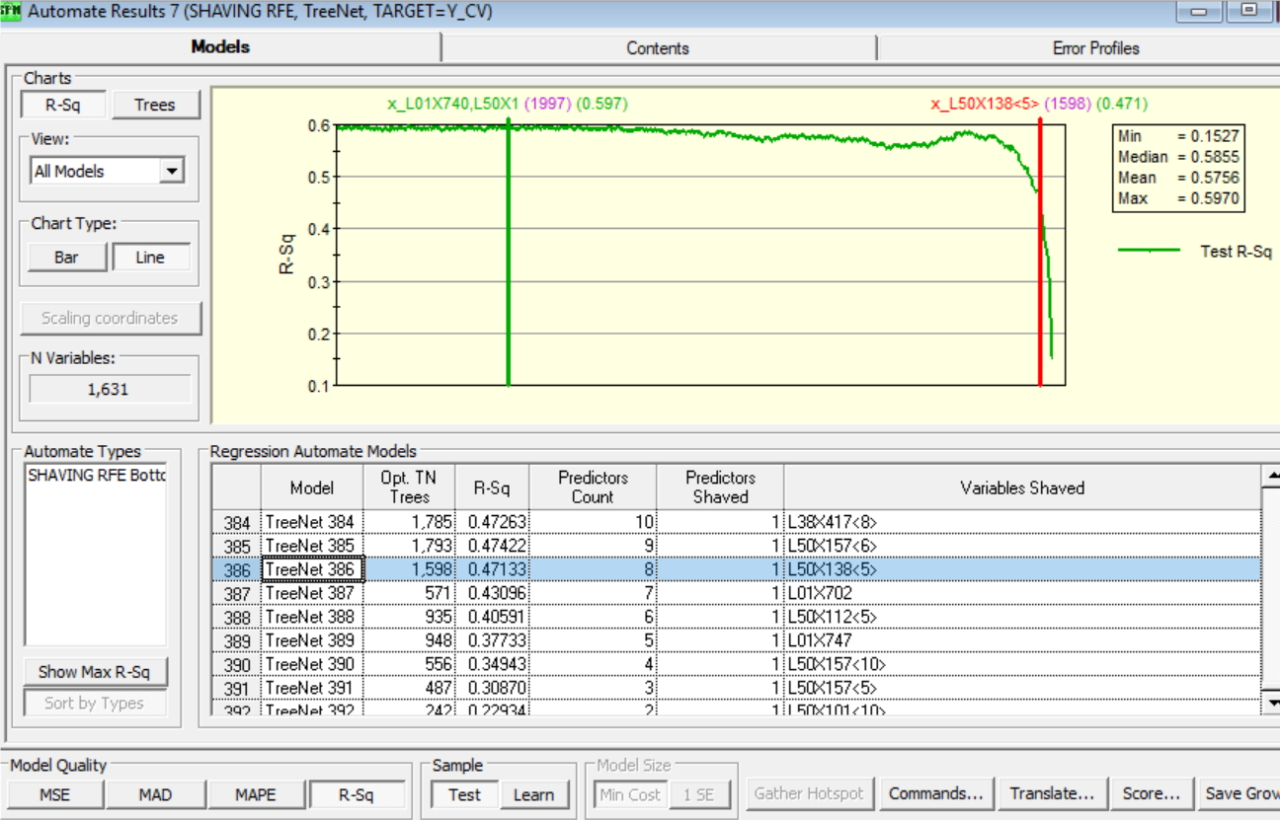
Este modelo para el control del tamaño de partículas tiene solo 8 predictores, pero explica aproximadamente la mitad de la variación en la muestra de prueba.
Para encontrar el verdadero significado detrás de estas variables críticas, Russell utilizó la gráfica de dependencia parcial de SPM (ahora también disponible en el módulo de analítica predictiva de Minitab). Ciertas variables caían en las ubicaciones con más pendiente de la curva de dependencia parcial, lo que revelaba su importancia. Sin la curva de dependencia parcial de SPM, nunca se habría encontrado la importancia de estas variables.
Luego utilizó un enfoque sencillo y escalonado. Sacó las variables una a una y observó para ver qué pasaba con R-cuadrado. No cambió significativamente hasta que sacó la cuarta variable más importante. Llevó esta variable al equipo de fabricación y pidió más información al respecto.
Resultados
Russell redujo rápidamente más de 1.000 predictores a solo 8 utilizando la clasificación de importancia de variables de SPM. Y esos 8 predictores fueron responsables de casi la mitad de la variación solo en las muestras de prueba.
Usando la función de "afeitado desde arriba" de SPM, Russell pudo ver rápidamente que una variable tenía un efecto significativamente mayor en R-cuadrado que cualquiera de las otras variables. Resultó que esta era la variable asociada con la corriente de alimentación al sistema de cristalización, pero su impacto en el producto final no se entendió claramente hasta que Russell creó un modelo SPM.
Luego, con las gráficas de dependencia parcial de SPM, Russell pudo ver por qué esta variable era tan importante en la falta de fiabilidad del tamaño de partículas. Los gráficos de dependencia parcial de SPM mostraron cómo esta variable probablemente cambiaría en respuesta a los cambios en el lugar en el que se "ejecutaban en la curva de distribución".
"Estamos en la parte más empinada de esta curva de distribución", dijo Russell. “En los días de suerte, el coeficiente de variación será bajo, pero en los días de mala suerte, el coeficiente de variación será alto. Sin SPM, nunca lo hubiera sabido".
Satisfecho de que se había cumplido el objetivo, Russell encontró algunas formas de reducir la variación en el tamaño final de los cristales de azúcar de maíz y ayudar a los fabricantes de alimentos a utilizar esos ingredientes para mejorar sus productos para los consumidores.
|
EL RETO PRODUCTOS UTILIZADOS CÓMO AYUDÓ MINITAB RESULTADOS Descubrieron que 8 predictores eran responsables de casi la mitad de la variación. Durante los períodos de retraso en el proceso, los operadores de la planta pudieron cambiar el predictor según los factores de oferta y demanda. Armados con esta información, Tate & Lyle encontraron formas de reducir la variación en el tamaño de las partículas. |
*Este estudio de caso de usuario se creó con Companion de Minitab y SPM, antes de la introducción de Minitab Engage y el módulo de Analítica Predictiva de Minitab en 2021.