Dos maneras de mejorar la COMPETITIVIDAD: atacar el sobrepreso de raíz y estimar la vida de un producto antes de ser expedido
- Detalles
- Categoría: Minitab
- Visto: 2004

Vamos a analizar dos situaciones propias de las empresas relacionadas con la manufactura que se convierten en oportunidades para incrementar la competitividad de estas empresas. En la primera situación nos centraremos en el proceso de producción y en la segunda, en el producto fabricado.
Situación 1: Sobrepeso de los productos envasados
El tema de los costes del sobrepeso es un clásico en muchas empresas manufactureras; en particular, en las empresas de envasado de alimentación, farmacéuticas… donde el peso es una especificación del producto. En estos casos, la fabricación se realiza por lotes y la norma exige que:
- la media del lote no sea inferior al nominal del producto;
- las unidades con peso por debajo del nominal cumplan unos requisitos en cuanto su distribución (“se pueden alejar del nominal de forma razonada”).
 Los avances tecnológicos han mejorado notablemente la calidad del envasado, pudiendo trabajar “en automático” en condiciones de variabilidad mínima y aportando datos de valor; en estas condiciones el sobrepeso puede ser muy bajo. Sin embargo, es frecuente encontrarnos con altos sobrecostes porque “la tecnología se vuelve loca”, o hay variaciones inexplicables ante las cuales las personas acaban tomando acciones correctivas costosas, como subir los parámetros de envasado.
Los avances tecnológicos han mejorado notablemente la calidad del envasado, pudiendo trabajar “en automático” en condiciones de variabilidad mínima y aportando datos de valor; en estas condiciones el sobrepeso puede ser muy bajo. Sin embargo, es frecuente encontrarnos con altos sobrecostes porque “la tecnología se vuelve loca”, o hay variaciones inexplicables ante las cuales las personas acaban tomando acciones correctivas costosas, como subir los parámetros de envasado.
En estas situaciones, los DATOS y sus patrones nos pueden ayudar a encontrar las causas raíz de la inestabilidad para tomar acciones en origen sobre la causa, y evitar convivir con los síntomas y los sobrecostes.
Minitab y las HABILIDADES estadísticas para mirar al detalle los datos de los procesos
es una inversión de retorno rápido.
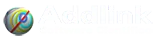
La mirada de datos agregados es una mirada típica de un gestor económico: permite evaluar el coste de la desviación en peso y comparar productos. Sin embargo, no es obvio que una bajada de parámetro de envasado vaya a conllevar una reducción de costes, puesto que bajar las medias puede acarrear producto no conforme por bajo peso. Antes hay que entender la variabilidad.
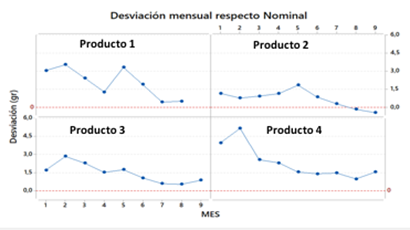
Los datos diarios de desviación media es una representación que refleja mejor la realidad que se vive en operaciones: la variabilidad en peso diaria es de mucha mayor magnitud que los promedios mensuales, puede llegar a sorprender. Se pueden observar producciones diarias con medias por debajo de “0”, patrones diferentes por productos, …
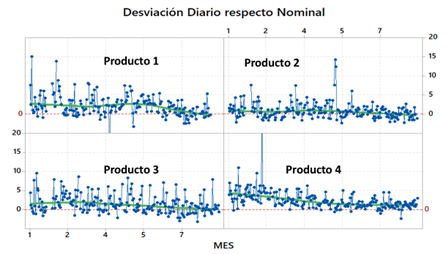
Los datos unitarios extraídos de algunos días permiten identificar un efecto PARETO: es evidente que hay unas causas especiales que afectan a unas pocas unidades, provocando una desviación de hasta 50 g, que son causantes del alto sobre coste de todo el proceso.
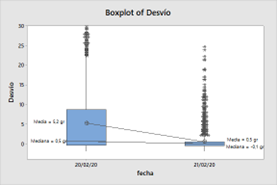
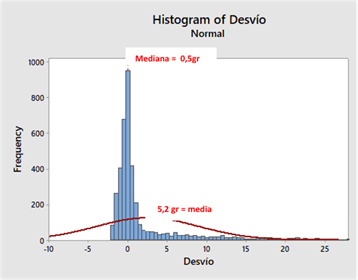
Es recomendable acompañar la gráfica de variación en el tiempo (que permite poner el foco en las tendencias, en los patrones que se repiten a lo largo del tiempo y en la dispersión) con gráficas de distribución de los datos (Histogramas o gráfico de cajas): que permiten poner el foco en encontrar patrones que se alejen de una distribución simétrica tipo campana de Gauss. En este caso habría que poner el foco en las pocas dosificaciones de un alto peso que llegan a la línea de envasado.
El producto 4 en el día 20/02 tiene una desviación media de 5,2 g a pesar de estar centrada la dosificación en el nominal: la solución no está en mover el parámetro del proceso, sino en atacar la causa de variación anómala en altas dosificaciones. Parece ser que la causa de variación no estaba presente el día 21/02 en el que había otros trabajadores en la línea.
Situación 2: La vida útil de un producto en el mercado
 En este mismo tipo de empresas, se pone en el mercado productos a los que se asegura una vida útil determinada en ciertas propiedades y es sabido que estos productos se van deteriorando con el tiempo.
En este mismo tipo de empresas, se pone en el mercado productos a los que se asegura una vida útil determinada en ciertas propiedades y es sabido que estos productos se van deteriorando con el tiempo.
Con Minitab podemos abordar el tema de cómo auditar lote antes de ser expedidos para chequear si hay evidencias de que la liberación de un fármaco se mantendrá después de un tiempo determinado en el mercado.
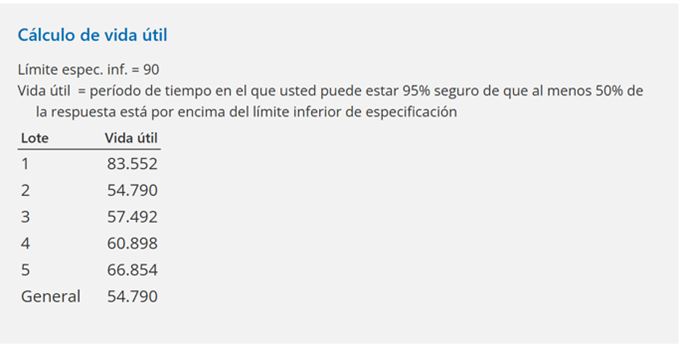
En este ejemplo se auditan 5 lotes piloto de un fármaco y se desea saber en qué momento las píldoras alcanzan 90% de la concentración prevista. La estrategia adoptada es tomar datos representativos y medir la respuesta a lo largo de un tiempo más reducido que la vida del producto. Con estos datos, Minitab calcula la vida útil, un lapso mucho mayor que el recogido en las pruebas experimentales y que es el que se espera que la respuesta permanezca dentro de las especificaciones.

Se puede observar cómo cada lote tiene una vida útil diferente, la vida útil del conjunto es de 54,8 meses y se puede incorporar este conocimiento en la toma de decisiones.
¿QUIERES CONOCER DE PRIMERA MANO ESTOS CASOS?
Regístrate en nuestro sitio web y accede a la grabación del webinar "La estabilidad como elemento competitivo en la industria farmacéutica y alimentaria" que impartimos el pasado 17 de octubre, donde desarrollaremos estos dos casos. En el webinar abordamos el concepto de estabilidad en la industria farmacéutica y alimentaria como herramienta para mejorar la competitividad de las empresas.