Volverse real: una forma sencilla de evaluar la capacidad del proceso sin suposiciones complejas
- Detalles
- Categoría: Minitab
- Visto: 4551

Por Cheryl Pammer.
Las medidas de capacidad del proceso, como Cpk y Ppk, miden qué tan bien se está desempeñando su proceso en relación con las especificaciones de su cliente. Repasemos algunos conceptos básicos del análisis de capacidad y luego profundicemos en otra estimación de capacidad, Cnpk, que probablemente tenga un lugar muy útil en su arsenal de análisis de capacidad.
Estadísticas de capacidad descomprimidas
Utilizando un solo número, las estadísticas de capacidad proporcionan una métrica sin unidades para evaluar si un proceso es capaz de cumplir requisitos específicos y para identificar áreas de mejora. Con ese fin, estas estimaciones populares pueden considerarse como la relación entre la “Voz del Cliente” y la “Voz del Proceso”.
Podemos medir fácilmente la “Voz del Cliente”: es la tolerancia aceptable o la distancia entre los límites de las especificaciones. Medir la “Voz del Proceso” es un poco más complicado y a menudo se hace asumiendo que las mediciones provienen de una población con forma de curva de campana. Esto tiene la conveniente propiedad de tener aproximadamente 6 desviaciones estándar de ancho, lo que hace que la “Voz del Proceso” sea aproximadamente 6 veces la desviación estándar.
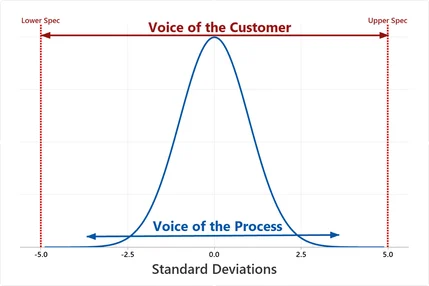
Si la tolerancia y la extensión del proceso tienen la misma duración, la relación entre la "Voz del Cliente" y la "Voz del Proceso" es aproximadamente igual a 1,0. Sin embargo, lo ideal es que tengamos una especie de zona de amortiguamiento entre nuestras especificaciones y el lugar donde cae el proceso para garantizar defectos mínimos. Por lo tanto, para un proceso con defectos mínimos, la tolerancia debe ser más amplia que la dispersión del proceso, lo que hace que su relación sea mayor que 1. De hecho, los puntos de referencia comunes para estadísticas de capacidad aceptables como Cpk y Ppk son 1,33 y 1,67.
Estadísticas de capacidad en la práctica
Desafortunadamente, las situaciones de la vida real suelen ser más complicadas que este ejemplo de libro de texto. Por ejemplo, a veces solo tenemos un límite de especificación, a menudo la distribución no está centrada entre nuestros límites de especificación y resulta que la desviación estándar se puede medir de más de una manera. Consulte esta discusión para obtener más información sobre estos importantes temas. Además, mientras pensamos en los datos del mundo real, probablemente descubriremos que hay muchas situaciones en las que los datos no siguen la curva en forma de campana de una distribución normal.
En el contexto del Análisis de Capacidad, la forma de los datos es un componente clave de cómo medimos la propagación del proceso. Si los datos se desvían significativamente de la distribución supuesta, métricas como Cpk y Ppk no reflejarán con precisión la capacidad del proceso. Afortunadamente, Minitab Statistical Software incluye un sólido conjunto de herramientas de análisis de capacidad anormal cuando se encuentra con esa molesta situación de datos anormales.
Pero, ¿qué pasa si ya ha probado las opciones probadas y verdaderas para escenarios en los que la distribución normal no encaja? En otras palabras, ¿qué podemos hacer cuando los valores p de Anderson-Darling de Estadísticas > Herramientas de calidad > Identificación de distribución individual están todos por debajo del punto de referencia de 0,05, lo que indica que ninguna de las distribuciones o transformaciones ofrecidas es apropiada?
Cuando las distribuciones/transformaciones alternativas se quedan cortas

Recientemente me encontré con este caso exacto mientras trabajaba con una empresa que fabrica tubos utilizados para dispositivos médicos que brindan soluciones intravenosas. Esta empresa necesitaba demostrar a la Administración de Alimentos y Medicamentos de EE. UU. que sus tubos eran capaces de cumplir con una especificación de resistencia a la tracción establecida.
A continuación se muestran los resultados que obtuve de la Identificación de distribución individual de Minitab Statistical Software.
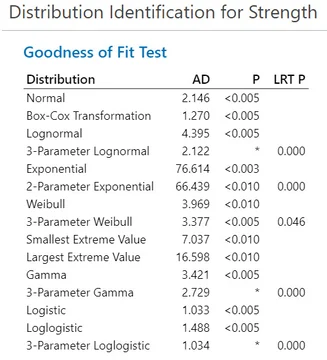
Cuando se utiliza una prueba de bondad de ajuste de Anderson-Darling, un valor p superior a 0,05 generalmente indica que es apropiado utilizar la distribución o transformación correspondiente al estimar la capacidad. En este caso, sin embargo, ninguno de los métodos cumple ese criterio.
Echemos un vistazo más de cerca a estos datos para ver dónde radica el problema. Usando Graph Builder (Gráfica > Creador de gráficas), puedo ver en el histograma a continuación que una de las piezas de tubo de muestra se rompió con una fuerza menor de la esperada y otra pieza de tubo era más fuerte de lo esperado. Los valores atípicos son la razón más común por la que las distribuciones o transformaciones no ayudan en casos como este. Por definición, un valor atípico extremo no encajará en el patrón general de los datos.
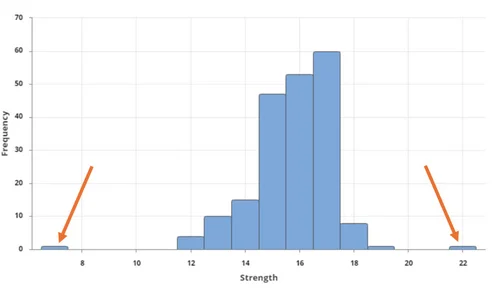
Es importante investigar los valores atípicos extremos e intentar comprender qué los causó. Los valores atípicos pueden ser errores de medición o errores de entrada de datos, en cuyo caso no representan el proceso real y deben ajustarse adecuadamente. Si son valores legítimos, su prioridad número uno debería ser evitar que se produzcan valores atípicos en el futuro y esforzarse por lograr la estabilidad del proceso, pero probablemente aún necesite una estimación de capacidad para sacar su producto al mercado.
Una solución sin distribución para evaluar la capacidad
Una de las mejores características nuevas de la versión 22 de Minitab Statistical Software es su análisis de capacidad no paramétrico. Este análisis proporciona una estimación razonable de la capacidad de su proceso sin la suposición más complicada de una distribución. Para acceder a esta útil función, elija Estadísticas > Herramientas de calidad > Análisis de capacidad > No paramétrico.
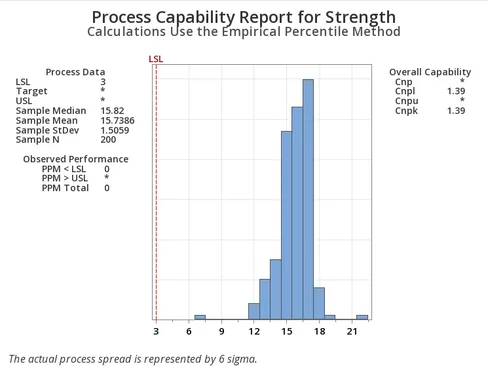
En el caso de los datos de los tubos médicos, se puede ver que incluso con ese error de dos valores atípicos, el proceso aún era capaz de cumplir con su límite de especificación inferior. Puede interpretar la estadística de capacidad no paramétrica, Cnpk, tal como lo haría con otras estadísticas de capacidad como Cpk y Ppk. En este caso, Cnpk = 1,39, que superó el objetivo de capacidad de la empresa de 1,33.
Los supuestos de distribución son esenciales para el análisis de capacidades porque sustentan los cálculos, interpretaciones, inferencias y decisiones basadas en los resultados del análisis. Sin embargo, también es importante reconocer que es posible que los datos del mundo real no siempre se ajusten perfectamente a estos supuestos. Agregar un método simple y sin distribución a su conjunto de herramientas le permitirá obtener estimaciones de capacidad adecuadas incluso cuando sus datos de la vida real se nieguen a seguir el patrón de cualquier distribución conocida.