O cómo te ayudan un histograma y una serie temporal a llegar al fondo de la cuestión.
En anteriores artículos repasamos las principales características del histograma y cómo interpretarlo. En esta entrada vamos a explicar un caso real de cómo la visualización e interpretación de un histograma junto con una serie temporal ayudaron a encontrar un problema que existía en la fábrica desde hacía un año.
El problema
Desde el departamento de calidad recordaron que en las auditorías de revisión de registros de Excel siempre encontraban valores altos de fricción, pero dentro de tolerancias. Al hablarlo con los operarios, éstos afirmaron que se fiaban más de sus pruebas manuales de fricción que de los valores que medía la máquina.
Analizando con pensamiento (estadístico) visual
 Desde calidad decidieron empezar por entender los datos históricos existentes de fricción que habían sido introducidos manualmente por dos operarios. Los datos de fricción medidos de forma automática estaban guardados en la máquina y a priori no era fácil acceder a ellos.
Desde calidad decidieron empezar por entender los datos históricos existentes de fricción que habían sido introducidos manualmente por dos operarios. Los datos de fricción medidos de forma automática estaban guardados en la máquina y a priori no era fácil acceder a ellos.
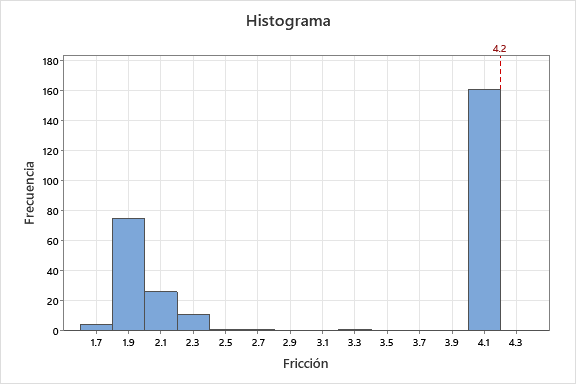
Como una primera forma de visualización de los datos entrados manualmente, se realizó el histograma al que se añadió una línea vertical con el límite de tolerancias en 4.2.
En el histograma se observó que había dos grupos de datos: unos datos alrededor del valor 1.9, muy lejos del límite de tolerancias y, por lo tanto, muy buenos, y otros que sospechosamente estaban muy cerca del límite de tolerancias, pero siempre por debajo.
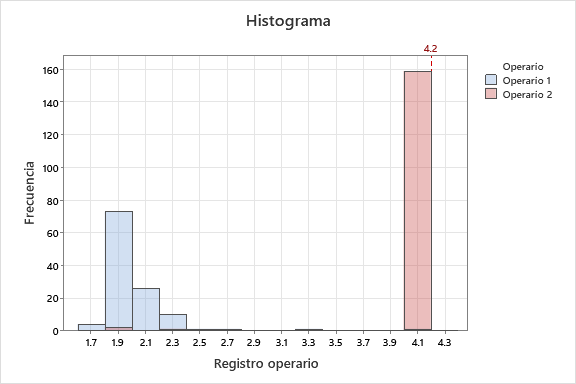 Al indagar sobre el origen de los dos grupos se descubrió que correspondía cada uno a un operario, como se puede ver en el histograma por grupos de abajo. Los datos estaban siempre por debajo del límite de tolerancias (indicando que todo iba bien), pero siendo diferente dependiendo de cada operario: el operario 2 reportaba valores cerca tolerancias (pero siempre por debajo) mientras que el operario 1 reportaba valores más alejados de tolerancias (alrededor de 1.9).
Al indagar sobre el origen de los dos grupos se descubrió que correspondía cada uno a un operario, como se puede ver en el histograma por grupos de abajo. Los datos estaban siempre por debajo del límite de tolerancias (indicando que todo iba bien), pero siendo diferente dependiendo de cada operario: el operario 2 reportaba valores cerca tolerancias (pero siempre por debajo) mientras que el operario 1 reportaba valores más alejados de tolerancias (alrededor de 1.9).
Los operarios admitieron que los datos entrados manualmente eran valores “maquillados” porque los valores reales de fricción que daba la máquina eran muy malos, y ellos sabían que la fricción era buena, puesto que los dos elementos de la pieza se podían desplazar con las manos.
Finalmente, se logró obtener el registro de datos reales de la máquina y se pudieron comparar con los manuales. En este caso, para visualizar los datos se utilizó un gráfico de serie temporal. En el gráfico de serie temporal se grafica el tiempo en el eje horizontal (eje x) ya sea en formato fecha, hora, minutos desde el inicio… y en el eje vertical (eje y) se grafica el valor de la variable en cada instante de tiempo. Al tratarse de datos que tienen una relación de tiempo (unos van antes que los otros) se unen los puntos del gráfico con líneas para trasladarnos esta información de “orden”. En un solo gráfico se pueden representar varias series de temporales para facilitar la comparación.
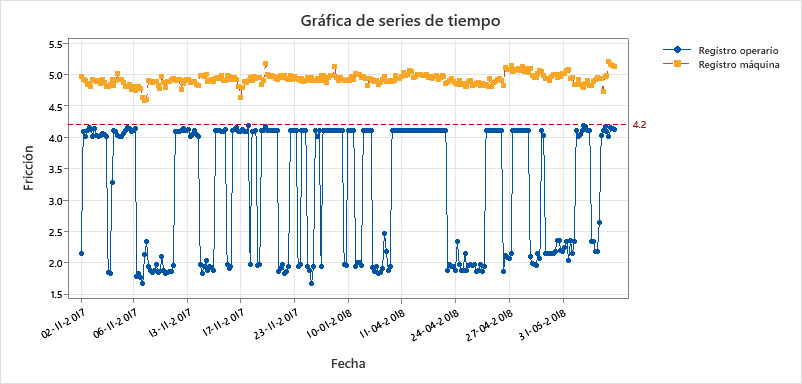 Para comparar los datos manuales con los automáticos se representaron las dos series temporales en un solo gráfico al que se añadió una línea horizontal en el valor 4.2 que era el límite de tolerancias.
Para comparar los datos manuales con los automáticos se representaron las dos series temporales en un solo gráfico al que se añadió una línea horizontal en el valor 4.2 que era el límite de tolerancias.
Se pudo ver que los valores de registro de máquina estaban siempre por encima de tolerancias (indicando que algo iba mal siempre). Por lo tanto, tenemos evidencias de que los dos operarios “maquillan los datos originales” pero de una forma diferente: uno los hacía “buenos” dejándolos cerca de tolerancias y el otro anotaba el valor que a criterio suyo se aproximaría al valor real.
Finalmente, se presentaron estos datos a ingeniería que lograron encontrar la causa raíz de la mala medición. ¡Había una fuga en la máquina que generaba mediciones aberrantes y que afectaba solo a esta medida y que llevaba 1 año sin haberse detectado! Los trabajadores, que sabían que los datos automáticos estaban mal, se habían acostumbrado a maquillar los datos, lo cual provoca registros de calidad falsos y síntomas de variación que conducen a hipótesis erróneas.
¿QUIERES APLICAR ESTAS HERRAMIENTAS A TUS DATOS?
Realizar este tipo de estudios no es una tarea difícil si tienes un buen conocimiento de las herramientas de visualización de datos que ofrece Minitab. Pero ¡ojo! No se trata de tener una noción profunda de cada herramienta (con todas sus parafernalias matemáticas) sino de ser capaz de imaginar qué herramienta sería la más adecuada en cada momento (y planificar una recogida de datos adecuada a la herramienta) y tener la habilidad de comprender e interpretar lo que dicen.
Precisamente esto es lo que te enseñaremos en el curso de Diagnóstico con visualización de datos con Minitab.